
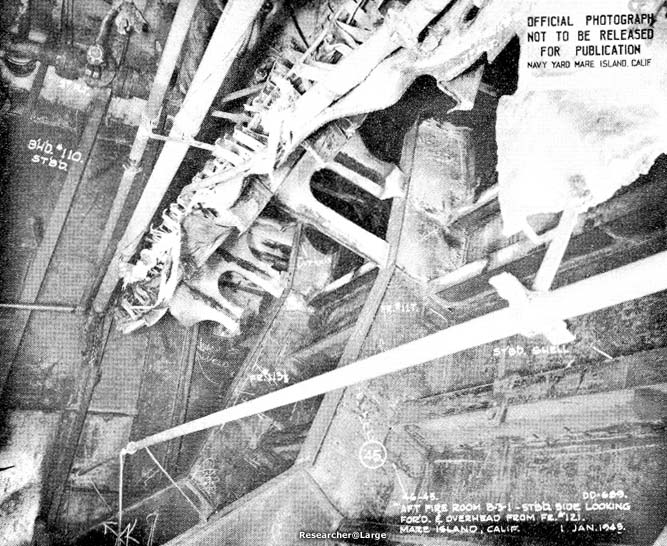
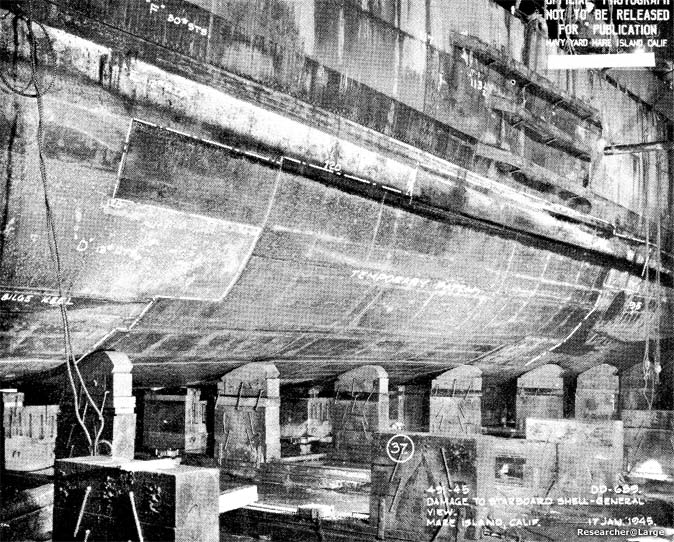
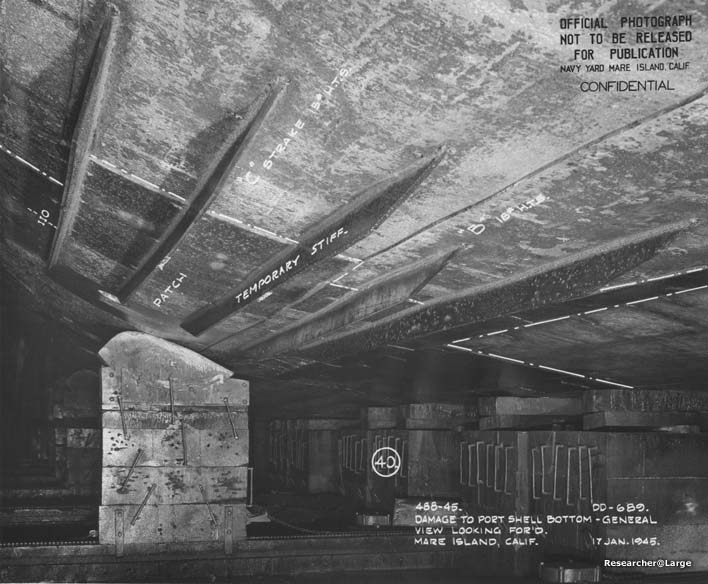
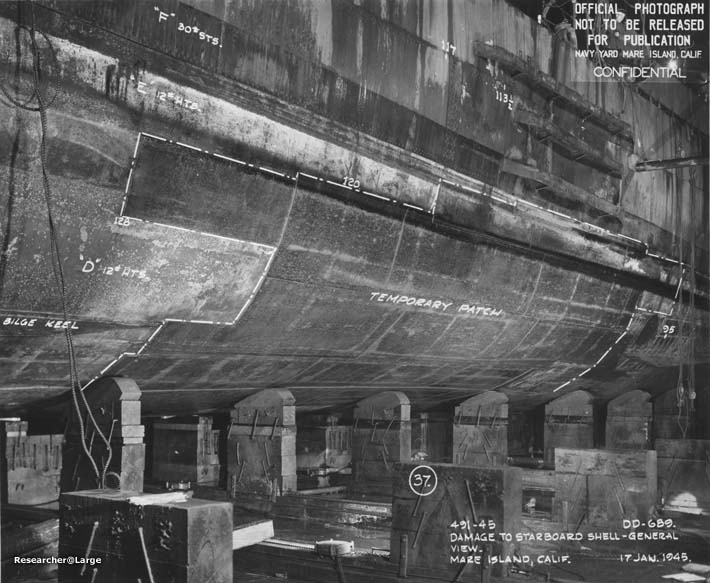
Looking forward at hole in shell, starboard side. Note divers patch above bilge keel. Plating is bent sharply inboard at end of reduction gear foundation.

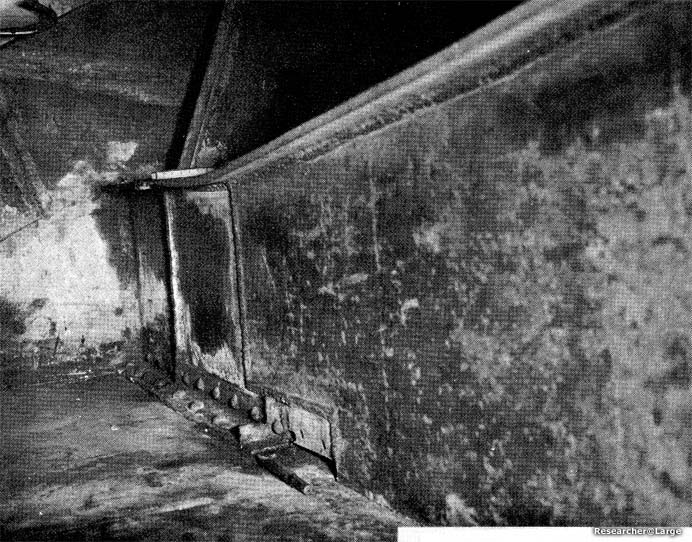
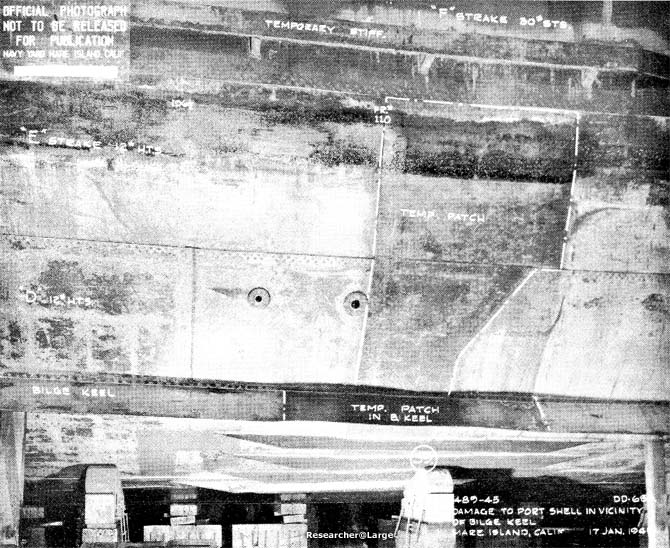
Divers patch over crack in shell plating, frame 111, port.

Plan view of caisson.

Elevation and sections of caisson.
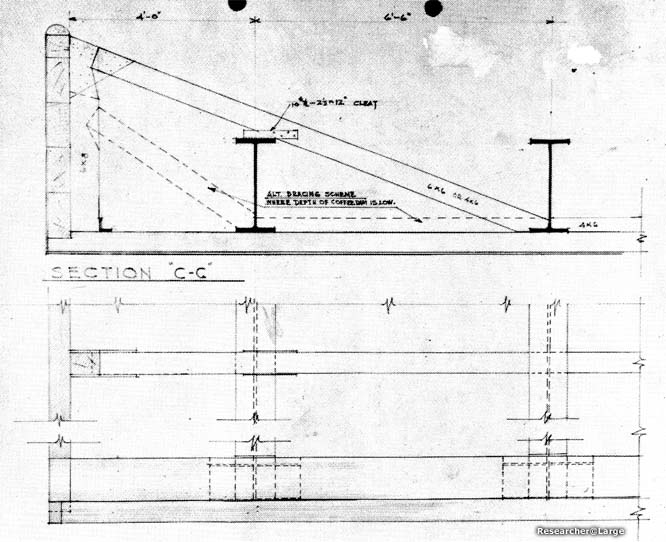
Section of caisson showing general construction.

Completed caisson. Caulking material being applied to bearing edges. (Temporary sheet metal work on near end is to keep out waves).
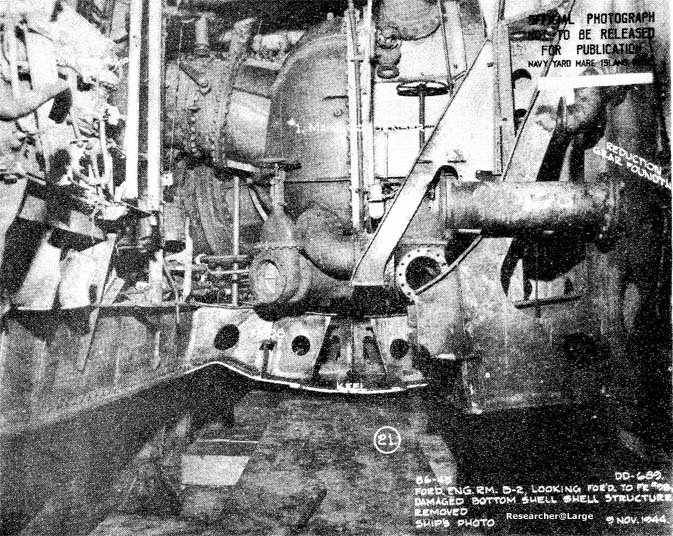
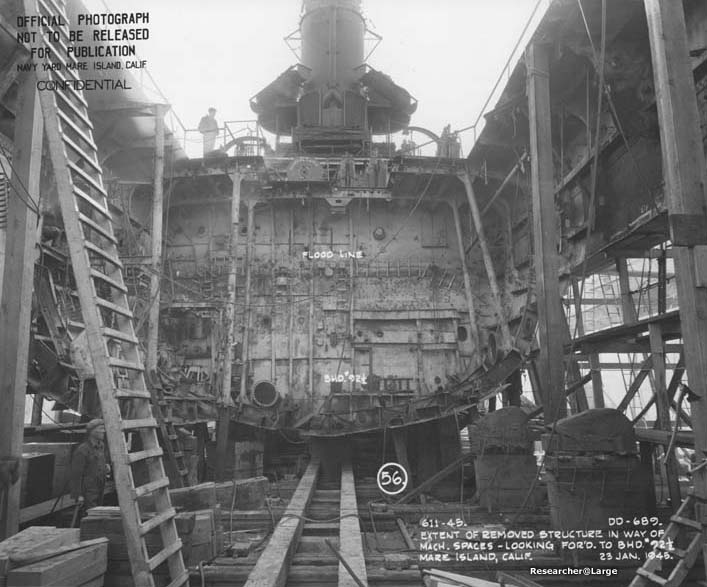
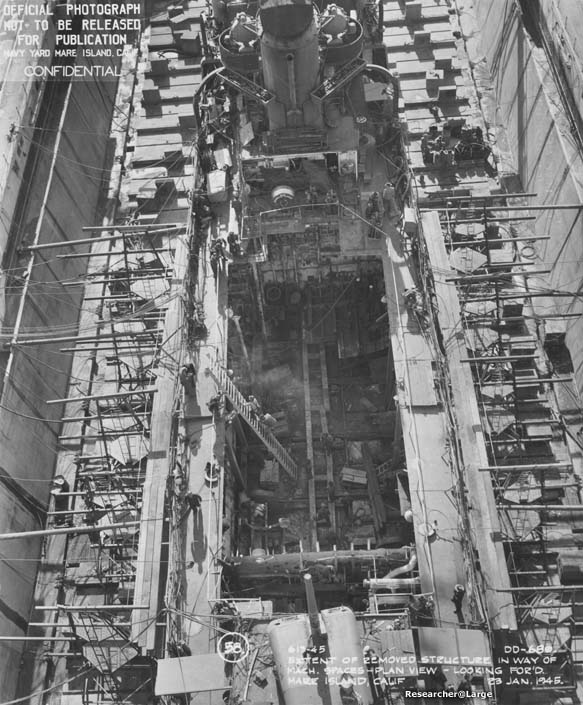
Looking forward after removal of damaged bottom plating. Note centerline keel cut beyond plating.

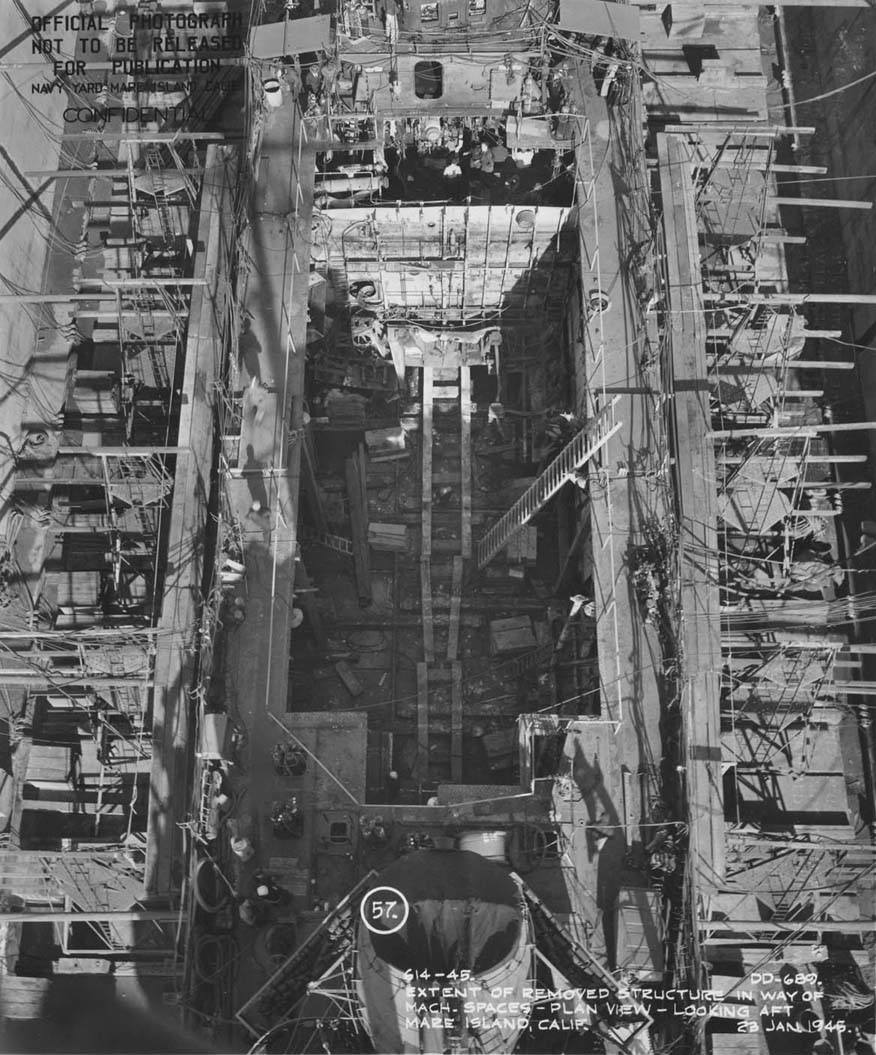
Looking aft at replacement bottom structure and bulkhead 110.
Looking forward at replacement continuous longitudinals, intercosTal transverse web frames and repaired bulkhead 110.

Looking forward and down at replacement bottom structure and bulkhead 110. Note replacement stanchions.
Detail of connection of original and replacement longitudinal #2 port.
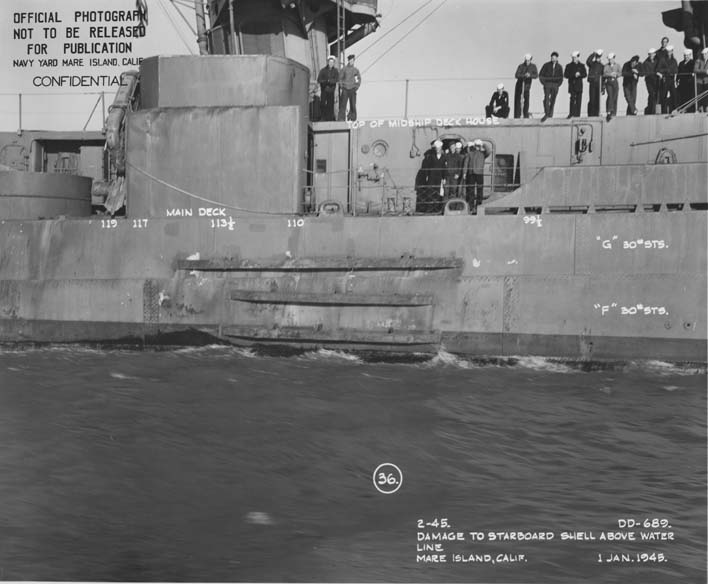
Replacement on starboard side. Note external stiffeners with web brackets and tapered ends in way of wrinkles in F and G strakes.
Patch over crack on port side. Note external flat bar stiffeners on BAC strakes.
Gasket type shaft gland in bulkhead 110.






{kind=link}