If you can see this text here you should update to a newer web browser
Normal | Highlight & Comment Highlighted Text will be in Yellow, but there are none yet
|
|
|
|
|
PREFACE This manual has been prepared for distribution to vessels for general information relative to the source, use, and efficiency of paint and the raw materials from which paint is manufactured. It is also desired to present information relative to the preparation of surfaces to be painted, the application of paints, and the care of mixed paints and paintbrushes, in a form that will be readily available for the use of first lieutenants of vessels, painters in the Navy, and others concerned. II
|
|
CONTENTS CHAPTER 1.—PIGMENTS
CHAPTER 2.—VEHICLES
CHAPTER 3.—MTXED PAINTS
CHAPTER 4
CHAPTER 5
CHAPTER 6
III
|
CHAPTER 7
CHAPTER 8
CHAPTER 9
CHAPTER 10
CHAPTER 11
CHAPTER 12
|
|
INTRODUCTION PAINTS IN GENERAL DEFINITION. NOTE.-Definitions marked with the asterisk (o) are quoted from "Standard definitions of terms relating to paint specifications," A. S. T. M. (1924), pp. 876-880. V
|
|
Chapter 1 PIGMENTS PRINCIPAL WHITE PIGMENTS. WHITE LEAD. 1
|
of affording a surface requiring little preparation preparatory to repamting SUBLIMED WHITE LEAD OR BASIC SULPHATE WHITE LEAD. ZINC OXIDE. LEADED ZINC OXIDE.
|
TITANIUM OXIDE PIGMENT. LITHOPONE. INERT OR REINFORCING PIGMENTS. PRINCIPAL COLOR PIGMENTS. 458066 O - 42 -2
|
Chemical colors.—Chemical colors are pigments produced bv chemical action of one substance, usually in solution, upon another substance, resulting in the formation of a colored compound. Some of the chemical colors are: Prussian and Chinese blue, chrome yel low, chrome green, ultramarine blue, cobalt blue, vermilion and" orange mineral.
|
|
Chapter 2 Vehicles Vehicles may be subdivided as follows: OILS. 5
|
but it is good practice, in spite of this fact, not to shake up the oil any more than is absolutely necessary. VARNISHES. VOLATILE THINNERS.
|
proportion of nonvolatile vehicle (oil or varnish). As the nonvolatile vehicle in the paint is the "binder" or life of the paint, the thinning of the binder results in lessened durability. DRIERS-IN GENERAL.
|
quickly than raw oil. Liquid-paint drier, such as used in the Navy, is composed of compounds of lead, manganese, or cobalt, or mixtures of these, combined with an oil and reduced with volatile thinners.
|
|
CHAPTER 3 MIXED PAINTS READY-MIXED PAINT. SETTLING OF PIGMENTS PREVENTION OF SETTLING. VALUE OF THOROUGH MIXING. 9 |
Experience and good judgment are required to know when a paint has been properly mixed.
|
|
CHAPTER 4 PREPARATION OF SURFACES TO BE PAINTED Next in importance to a properly compounded, well-mixed paint is the careful cleaning of the surface. The old biblical adage, "A house founded on the sand will fall," holds true in paint work. The most expensive paint will be of little value as a protective or decorative coating if it is applied on an insecure foundation. The paint secures its hold on the surface by the penetration of part of the vehicles in the pores of the surface. If loose old paint, rust, dirt, dust, moisture, or grease exists on the surface, it will prevent the new paint from entering the surface pores. 11
|
|
CHAPTER 5 APPLICATION OF PAINT As all painting on board ship is done by brush, only this method of application will be considered. The following advice will be of value if properly followed. 12
|
|
CHAPTER 6 CARE OF PAINT After a container of paint has been opened and the paint partly used it should be covered and kept as air-tight as possible to prevent a paint scum from forming on the surface.When scums or foreign substances become mixed in with the paint it should, before being used, be strained through fine-gauge wire or cheesecloth. Do not expose shellac unnecessarily to the air, as the alcohol evaporates quickly from the shellac, thereby producing a thick, stringy mass. Do not allow nails or other iron substances to fall into shellac, as iron will discolor the shellac sufficiently to render it useless. Shellac should not be applied on a damp day, as moisture has a tendency to turn it white. Always pour unused paint back into the stock container and wipe out the empty pot with a brush. This will prevent skin forming on the sides of the pot and will keep the pot in good condition for the subsequent use. 13
|
|
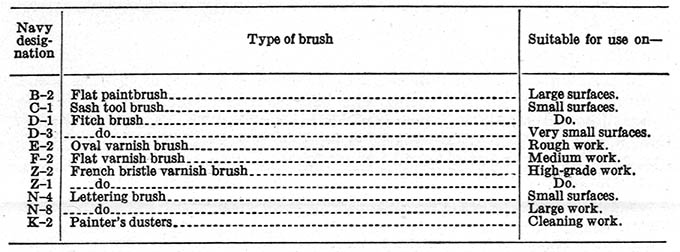
CHAPTER 7 BRUSHES AND HOW TO CARE FOR THEM For general work on board ship the following brushes have been found to be most suitable:
HOW TO PREVENT BRISTLES FROM FALLING OUT. HOW TO PROPERLY CLEAN A BRUSH 14
|
are allowed to stand on the point, they soon lose their shape and become useless.
(NOTE.—Should a paintbrush become quite hard with paint, it should be soaked for 24 hours in raw linseed oil and then in hot turpentine. This treatment will generally loosen up the bristles.) BINDING OF BRUSHES.
|
|
CHAPTER 8 VARNISH A varnish is a liquid coating material containing no pigment, which flows out to a smooth coat when applied and dries to a smooth, glossy, relatively hard, permanent solid when exposed in a thin film to the air. Some materials possessing the other characteristics dry without the usual gloss and are termed "flat varnish." 16
|
|
CHAPTER 8 BITUMINOUS COMPOSITIONS Efficiency.—Experience extending over a number of years has indicated that the most efficient coating for metal work when applied on clean or new surfaces in double bottoms, inner bottoms, machinery spaces, and similar spaces is a material usually made from coal tar, pitch, or asphalt. NOTES ON THE USE OF BITUMINOUS COMPOSITIONS (1) The solution will not adhere to a dirty surface, and as the solution forms a bond between the metal and the enamel, it is essen-tial that, prior to applying the solution, the metal surface be ab-solutely free from oil, grease, or rust. Many of the failures of bituminous compositions have been due to the applications of the material over dirty surfaces rather than to any inherent defect in the bituminous material itself. 17
|
|
CHAPTER 10 BOTTOM PAINTS Kinds used.—Although in the past a number of proprietary bottom paints were used, the only bottom paints now used as standard are the anticorrosive and antifouling paints manufactured at navy yards. The formulas for these paints are given in "Instructions for Painting and Cementing Vessels, General Specifications, Appendix 6." 18
|
|
short, rapid strokes while the operator progresses steadily over the area to be painted.
|
|
CHAPTER 11 A FEW "DONTS" 1. Don't use shellac as a protective paint on steel surfaces or where it comes in contact with water or damp conditions. 20
|
|
CHAPTER 12 POISONOUS EFFECT PRODUCED BY PAINTS Though cases of poisoning due to paints are very rare where ordi-nary precautions are taken to insure proper ventilation and personal cleanliness, a brief description of the poisonous effects of paints and of the means of preventing such effects is considered of importance in a manual of this character, because of the fact that some of the conditions under which poisoning can take place may be found on board ship. 21
|
|
Prevention of poisoning by vapors. —The deleterious effects of these vapors are minimized by proper ventilation of confined spaces and, in extreme cases, by the proper use of gas masks. Some of the vapors, such as benzol, given off by paints and lacquers are heavier than air and are not carried off by overhead ventilation unless forced. Steps should be taken to insure adequate ventilation in all cases where paints or lacquers are to be applied in confined spaces, especially when applied by spray apparatus.
|
|
red lead are the most poisonous, the basic sulphate white lead being considerably less dangerous than either of the other two leads. The toxic effects of these pigments is known as lead poisoning.
|
SOURCE:
National Archives & Records Administration, College Park
Record Group 19, General Specifications for Ships & Machinery
Transcribed by RESEARCHER @ LARGE. Formatting & Comments Copyright R@L.
Camouflage & Paint Home | Ships Home | Researcher@Large Home